chuangzhen@capping-machine.net

EN
chuangzhen@capping-machine.net
EN
Plastic cap production usually sits between stable engineering control and small process fluctuations. Even when the same equipment is used, output can still shift slightly depending on mould condition, material flow, and cooling behavior. These small variations do not always come from obvious design issues. Sometimes they come from how different parts of the system respond during long production cycles.
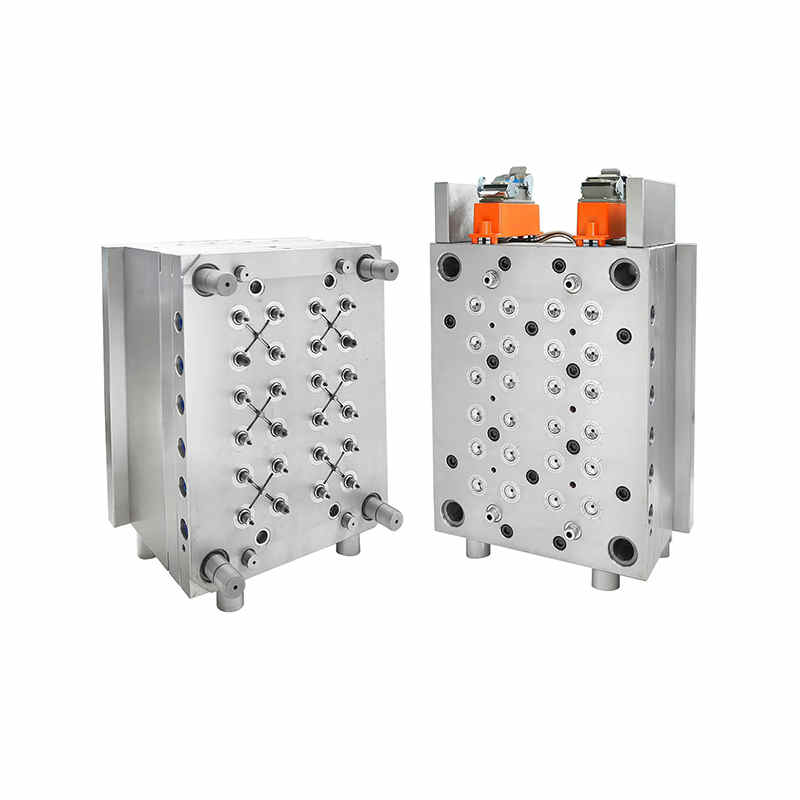
In practical environments, Plastic Cap Mould behavior is often judged by how quietly it runs rather than how complex the design looks.
In long running production, structural stability is not only about strength. It is more about how evenly the mould behaves after repeated motion.
Some moulds stay stable because the internal force balance is well distributed. Others begin to drift slightly after continuous cycles, even if no visible damage appears.
Points that usually matter in practice:
In some production lines, small shifts are only noticed when caps start showing minor differences in fit or feel. That is often where structure balance becomes visible.
Design influence is not always immediate. In many cases, the effect shows gradually during continuous production rather than at the start.
When flow paths are slightly uneven, some cavities fill faster than others. This does not always cause defects right away, but variation may appear after extended runs.
| Area of Design | What may happen in production |
|---|---|
| Flow path layout | Some cavities behave differently over time |
| Cooling arrangement | Slight difference in shrink response |
| Shape balance | Variation becomes more visible in long runs |
Consistency is often less about perfection in design and more about how stable the behavior remains after hours of operation.
Material selection is usually judged in real production rather than theory. What is often considered is how surfaces respond to repeated contact and changes in temperature over time.
Some materials keep their surface condition longer under friction. Others may remain stable in structure but slowly lose surface smoothness.
In practice, attention is often placed on:
Different parts of a Plastic Cap Mould do not always require the same material behavior, and that difference is often intentional rather than accidental.
In continuous molding, material movement inside the system can influence how stable each cycle feels.
When flow remains steady, cavities tend to behave more evenly. When temperature or flow timing shifts, small differences can appear between outputs.
Hot runner systems are often used because they help keep material moving without unnecessary interruption inside the mould body.
In some setups, operators notice smoother cycling behavior, especially when multiple cavities are running together. At the same time, control of temperature balance becomes more sensitive, requiring steady monitoring.
Cooling inside a mould does not behave exactly the same in every situation. Even when the layout looks balanced, heat removal can shift slightly depending on how material sits in the cavity during each cycle.
In actual production, what operators notice is often not the cooling path itself but the rhythm of the cycle slowly changing.
Some situations that tend to appear:
It is not always a clear fault. Sometimes it is just a slow drift in thermal behavior inside the Plastic Cap Mould that becomes noticeable later.
Thread alignment problems usually do not show up all at once. They tend to build gradually, especially when small mechanical shifts repeat over many cycles.
In some cases, the cap still looks normal at first. The issue becomes clearer only when fitting resistance changes or the thread starts feeling slightly off during use.
Possible sources include:
In Plastic Cap Mould systems, alignment is rarely affected by only one element.
Wear usually starts in places where movement and pressure repeat the most. It does not spread evenly, and it is often easy to miss in early stages.
What tends to happen in practice is that one or two contact zones begin to change slightly, while the rest of the system still looks stable.
| Area | What tends to happen |
|---|---|
| Core tip | Slight surface change from repeated threading contact |
| Sliding zones | Movement becomes less smooth over time |
| Ejection area | Small marks from repeated release action |
| Edge contacts | Gradual rounding after long cycles |
These changes are slow. In many Plastic Cap Mould setups, they only become visible through small differences in product feel or fitting behavior.
Surface quality is not controlled by a single setting. It usually comes from how several conditions interact during each cycle.
Sometimes the surface looks stable for a long time, then small changes begin to appear without a clear reason at first.
Things that often influence this behavior:
| Factor | Possible surface effect |
|---|---|
| Flow speed | Slight variation in surface smoothness |
| Cooling balance | Differences in gloss or texture |
| Pressure stability | Changes in uniformity |
| Material condition | Minor variation in appearance |
In Plastic Cap Mould production, surface behavior is often the result of small combined effects rather than a single adjustment.
Copyright © Taizhou Chuangzhen Machinery Manufacturing Co., Ltd. All Rights Reserved.
 中文简体
中文简体 русский
русский Español
Español عربى
عربى